
FA 510/515 - Daggpunktsgivare för adsorptionstork
För mätning av restfuktighet från -80 till 20°Ctd. Med Modbus RTU-gränssnitt.
Tryckluft är ett dyrt, men också oumbärligt medium i industriell, automatiserad produktion. Det gör det ännu viktigare för användarna att alltid hålla ett öga på kvaliteten i sitt tryckluftssystem.
ISO 8573 är en internationellt erkänd standard som definierar de viktigaste föroreningarna i tryckluft. Implementeringen av denna standard stöder noggrann testning av de viktigaste föroreningarna i tryckluft - partiklar, vatten, gas, mikrobiologiska föroreningar och oljeföroreningar.
Vissa av dessa metoder kräver att proverna analyseras i ett laboratorium. Detta innebär alltid tidsfördröjningar och ger kunden endast en genomsnittlig ögonblicksbild under mätperioden, vilket inte alltid är praktiskt.
Så hur mäter vi dessa föroreningar under dagliga, verkliga driftsförhållanden?
CS INSTRUMENTS erbjuder skräddarsydda lösningar för stationär och mobil övervakning. Larm kan användas för att signalera att underhållsarbete krävs på tryckluftsbehandlingssystemet (tork och filter) så att olja, vatten och partiklar inte kommer in i tryckluftsnätet. Detta minskar i sin tur risken för kontaminering av slutprodukter och ökar processäkerheten och livslängden för pneumatiska komponenter.

| ISO 8573-1:2010 Klass | Fasta partiklar | Vatten | Vatten Olja | ||
| Maximalt antal partiklar per m3 | Tryck daggpunkt Ånga | Total oljehalt (vätska, aerosol och ånga) | |||
| 0,1 - 0,5 μm | 0,5 - 1 μm | 1 - 5 μm | mg/ m3 | ||
| 0 | Enligt specifikation av apparatens användare, strängare krav än klass 1 | ||||
| 1 | ≤ 20.000 | ≤ 400 | ≤ 10 | ≤ -70 °C | 0,01 |
| 2 | ≤ 400.000 | ≤ 6.000 | ≤ 100 | ≤ -40 °C | 0,1 |
| 3 | - | ≤ 90.000 | ≤ 1.000 | ≤ -20 °C | 1 |
| 4 | - | - | ≤ 10.000 | ≤ +3 °C | 5 |
| 5 | - | - | ≤ 100.000 | ≤ +7 °C | - |
| 6 | - | - | ≤ +10 °C | - | |
| 7 | - | - | - | - | |
| 8 | - | - | - | - | |
| 9 | - | - | - | - | |
| x | - | - | - | - | |
I denna ledare fokuserar vi på inline-metoder för kontinuerlig detektering av oljeaerosoler, fukt och partiklar (inklusive mikrobiologiska föroreningar).
Enligt ISO 8573-2 är olika testmetoder tillåtna för att mäta aerosolhalten i olja.
Följande tabell har hämtats från standarddokumentet ISO 8573-2. Följande mätmetoder motsvarar ett prov som tas över tid, så resultaten kan endast användas för valideringsändamål.
| Parametrar | Metod A - Fullt flöde | Metod B - Fullt flöde | Metod B2 - Partiellt flöde |
| Föroreningsintervall | 1 mg/m3 till 40 mg/m3 | 0,001 mg/m3 till 10 mg/m3 | 0,001 mg/m3 till 10 mg/m3 |
| Max. hastighet Max. hastighet i filtret | Se 7.1.2.10 | 1 m/s | 1 m/s 1 m/s |
| Känslighet | 0,25 mg/m3 | 0,001 mg/m3 | 0,001 mg/m3 |
| Noggrannhet | ± 10 % av det faktiska värdet | ± 10% av det faktiska värdet | ± 10% av det faktiska värdet |
| Max. temperatur Max. temperatur | 100 C° | 40 C° | 40 C° |
| Testtid (typisk) | 50 h till 200 h | 2 min till 10 h | 2 min till 10 h |
| Filterstruktur | Koalescenslinjefilter | Tre-lagers membran | Membran med tre lager |
För online-mätningar som ger användaren en kontinuerlig visning och även en indikation på föroreningstoppar används moderna mätsystem som PID-sensorteknik. Dessa sensorer ger en permanent, mycket noggrann mätning av oljeångor med hjälp av fotojondetektormetoden (PID).
Sensorerna kan enkelt anslutas till tryckluftssystemet via en kulventil eller snabbkoppling och analyserar kontinuerligt luften. Långsiktig stabilitet kan säkerställas genom att använda en katalysator som bränner bort eventuella kolväten i luften, vilket gör den rena luften idealisk för nollpunktskalibrering under drift.
Mätvärdena är kontinuerliga, kan registreras och utlösa larm om gränsvärden överskrids. Detta ger betydande fördelar jämfört med tillfälliga mätmetoder
Oil-Check 500 möjliggör permanent, mycket noggrann mätning av oljehalten i restångorna från 0,001 mg/m3 till 2,5 mg/m3. Det lägsta uppmätta värdet på 0,001 mg/m3 innebär att tryckluft av kvalitetsklass 1 (ISO 8573-1) kan övervakas. Detta innebär att hela mätområdet kan övervakas med Oil-Check 500.
ISO 8573-3 handlar om testmetoder för mätning av luftfuktighet. Följande tabell är hämtad från standarddokumentet ISO 8573-3:
Tabell 1 - Testmetoder för mätning av luftfuktighet
| Mätmetoder sorterade efter deras mätnoggrannhet | Mätnoggrannhet ±°C | Område för luftfuktighet Specificerad som tryckdaggpunkt ° C ° C. | Anmärkning | ||||||||
| Metod | Tabell | -80 | -60 | -40 | -20 | 0 | +20 | +40 | +60 | ||
| Spektroskopisk | 2 | a | Detektionsgränsen för vattenånga är ca 0,1 x 10-6 till 1 x 10-6 b | ||||||||
| Kondensation | 3 och 4 | 0,2 till 1,0 | |||||||||
| Kemiska ämnen | 5 | 1,0 till 2,0 | |||||||||
| Elektriska | 6, 7 och 8 | 2,0 till 5,0 | |||||||||
| Psykrometer | 9 | 2,0 till 5,0 | |||||||||
| a Mätnoggrannheten är ännu inte tillgänglig i grader Celsius. b Volymfraktion. c Tryckdaggpunkt enligt ISO 7183. | |||||||||||
Spektroskopi- och kondensationsmetoderna är mycket noggranna, men också mycket dyra när de används som lösningar för kontinuerlig mätning. De kemiska och psykrometrarna är stickprov som inte kan användas för kontinuerliga mätningar.
Den vanligaste metoden för att mäta luftfuktighet och daggpunktstemperaturer är därför den elektriska metoden. De vanligaste givarna i denna kategori är givare som mäter förändringen i kapacitans vid olika luftfuktigheter. Detta beror på att dessa givare erbjuder det största mätområdet med mycket hög noggrannhet och repeterbarhet.
Dessa givare kan också enkelt installeras via en kulventil eller snabbkoppling och ger kontinuerliga mätningar som kan registreras och/eller användas för att utlösa larm när gränsvärden överskrids.
FA 510 mäter tryckdaggpunkten ner till -80°Ctd. Även här säkerställer den kontinuerliga mätningen att ett larm kan utlösas omedelbart om tryckluftstorken går sönder. Sensorn möjliggör permanent övervakning av tryckluftstorken.
ISO 8573-4 handlar om testmetoder för fast partikelinnehåll. Följande tabell har hämtats från standarddokumentet ISO 8573-4:
| Metod | Tillämpligt koncentrationsområde partiklar/m3 | Tillämplig diameter för fasta partiklar μm | |||
| < 0,1 | 0,5 | 1 | < 5 | ||
| Partikelräknare med laser | 0 -105 | ||||
| Räknare för kondensationskärnor | 102 -108 | ||||
| Analysator för partikelrörlighet | - | ||||
| SMPS-spektrometer/spektrometer för partikelstorlek | 102 -108 | ||||
| Provtagning på membranytan i kombination med mikroskop | 0 -103 | ||||
Den mest använda testmetoden för att mäta halten av fasta partiklar är att räkna partiklarna med en laserpartikelräknare. Sensorerna kan enkelt anslutas till tryckluftssystemet via en kulventil eller en snabbkoppling och analyserar kontinuerligt luften. Noggrannheten påverkas av storleken på den laserdiod och optik som används samt flödeshastigheten genom enheten. Ju större luftvolym som kan analyseras vid en given tidpunkt, desto högre noggrannhet uppnås.
Vissa laserpartikelräknare mäter endast upp till en partikelstorlek på 0,3 μm (mikrometer). Detta är inte tillräckligt för livsmedelsindustrin, eftersom partikelstorlekar ner till 0,1 μm måste detekteras för att fastställa ISO 8573-1-klassen.
Den optiska partikelräknaren PC 400 med hög precision mäter partiklar från en storlek på 0,1 μm och är därför lämplig för övervakning av tryckluftskvalitet klass 1 (ISO 8573-1).
Hjärtat i mätningen av tryckluftskvaliteten är den papperslösa registreringsenheten DS 500, där mätdata från sensorerna för restolja, partiklar och restfukt mäts och dokumenteras. De uppmätta värdena visas grafiskt på den 7" stora färgdisplayen.
Kurvorna sedan mätningens start kan visas med en enkel fingerrörelse. Den integrerade dataloggern lagrar mätvärdena på ett säkert och tillförlitligt sätt. Gränsvärdet kan anges fritt för varje uppmätt parameter. 4 larmreläer är tillgängliga för signalering när gränsvärdena överskrids. Som tillval kan DS 500 utrustas med upp till 12 givaringångar.
DS 500 har ett Ethernet-gränssnitt och ett RS 485-gränssnitt för anslutning till överordnade system. Kommunikationen sker via Modbus-protokollet.

För mätning av restfuktighet från -80 till 20°Ctd. Med Modbus RTU-gränssnitt.
för mätning av restfukt från -20 till 50°Ctd. Med Modbus RTU-gränssnitt.
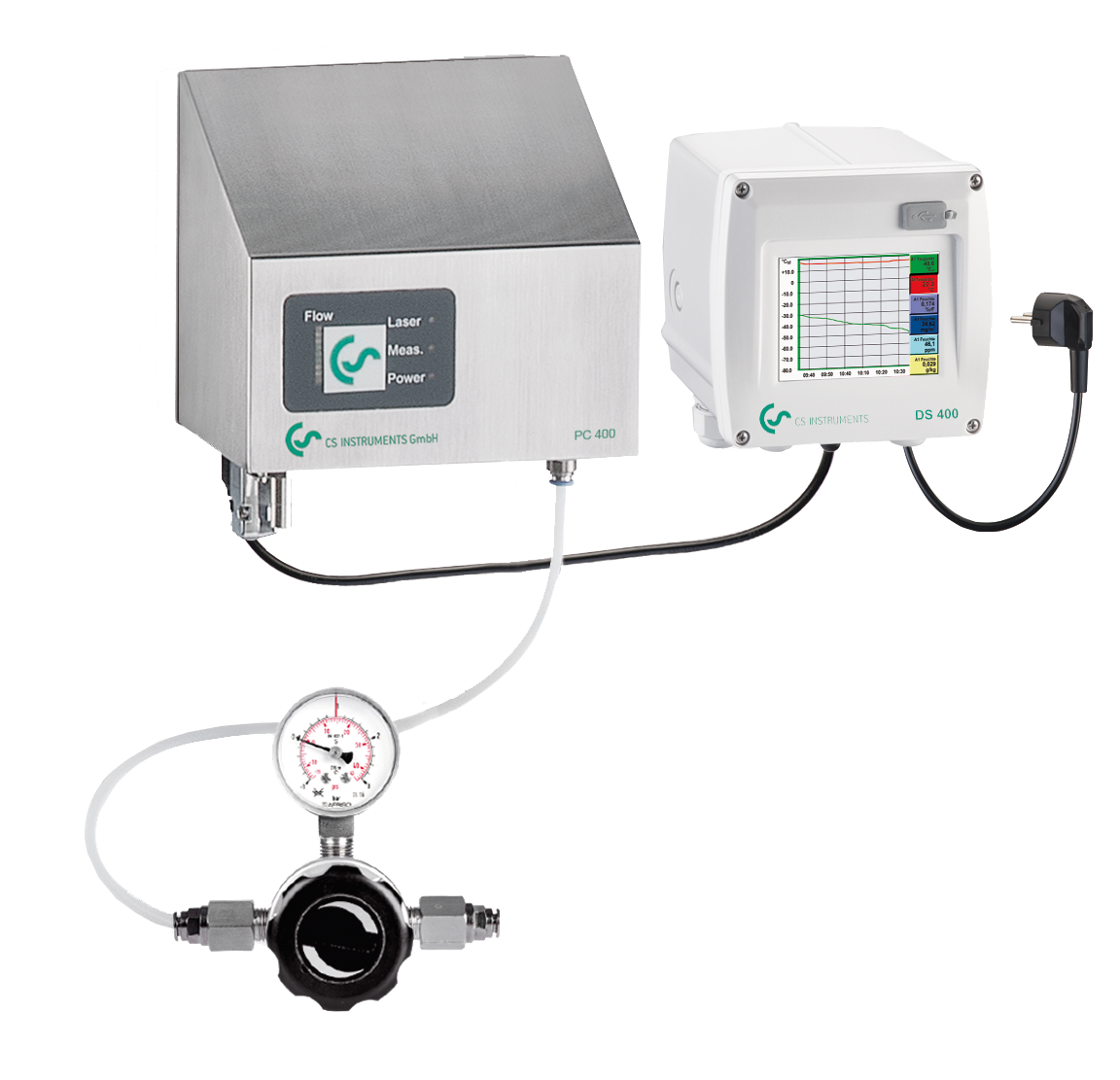
Den mycket exakta optiska partikelräknaren PC 400 mäter partiklar från en storlek på 0,1 µm och är därför lämplig för övervakning av tryckluftskvalitetsklass 1 ISO 8573.

Restoljeinnehållssensorn OILCHECK säkerhetsställer luftkvaliteten, mäter den återstående oljehalten i tryckluften. För stationär lösning erbjuder vi dig en kombination med sjökortinspelaren DS 400.
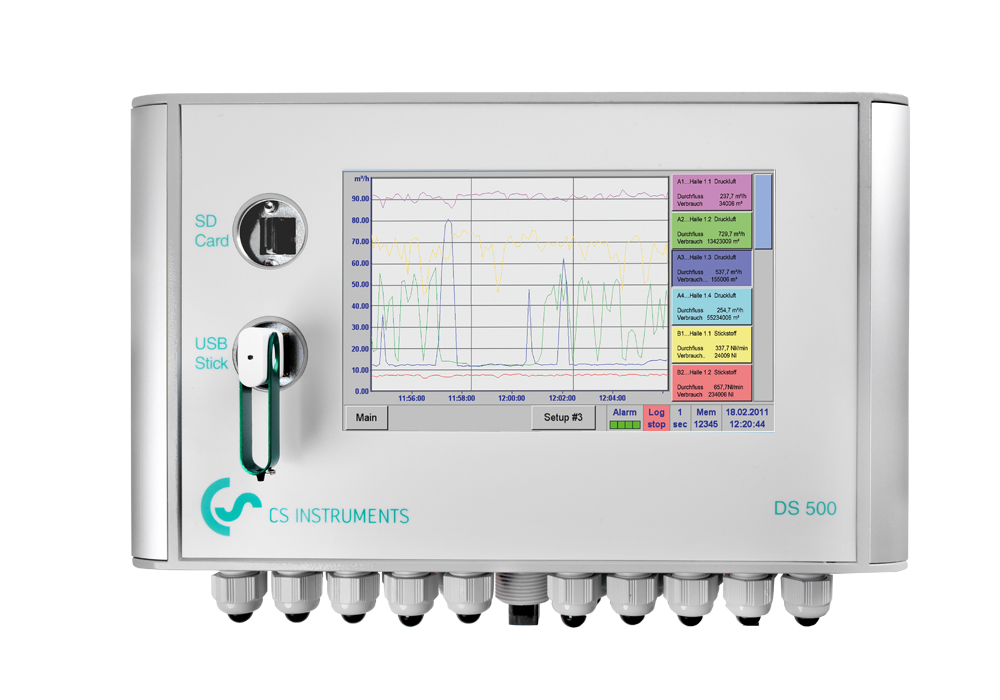
Upp till 12 sensorer kan anslutas. 7" färgskärm med pekskärm.